可精确调整中心高角铁的应用
可精确调整中心高角铁的应用
吕创新
摘要:本文针对医用器械¬¬¬¬¬¬—碎石机蜗杆轴承座在车床上加工时,底面到轴承孔轴线的中心高精度高,装夹校正费时,加工精度难保证等困难问题,自行设计制造一个可精确调整中心高尺寸的角铁夹具,它定位精确,装夹牢固,拆装方便,减少了加工过程中装夹校正时间。保证了轴承座此工件的位置精度和尺寸精度。
关键词:轴承座 角铁 定位 装夹
前 言
塑机厂生产的产品除挤塑机外,还要对外来机械设备的零配件进行加工,其中医疗机械—碎石机的一个零件,蜗杆轴承座,是由车床来完成轴承孔的加工的,如图1-1,

图1-1
这个轴承座是用来支承蜗杆轴两端的轴承位置。而蜗杆与蜗轮的旋合传动,带动了碎石机上的一对激光头摆动,正确对准人体内结石位置进行激光碎石。在装配调试过程中,激光这激光头不能对准某一试验点进行激光切割,经反复调节试验,终于发现造成这种结果的原因是:
1、两轴承座等高中心距离精度差;
2、单一轴承座轴承孔的中心线与底面平行度精度达不到要求。
这样导致了蜗杆与蜗轮传动中的中心距偏差,两轴心线垂直度也超过公差,最终原因是加工轴承座的装夹不合理。不能简单地靠划线后在四爪卡盘上进行安装车削,而使轴承座的尺寸精度和位置精度达不到要求。
在装配调试碎石机的同时,原轴承座的加工已经差不多完成,因装夹不合理的缘故,加工好的这批轴承座已成为废品,仅在装夹这一环节只用1分钟时间就能完成,保证了产品质量达到要求,而且又按时完成生产任务,生产效率大大提高。

图1-2可精确调整中心高的角铁夹具
1、角铁 2、圆柱定位销 3、锁紧螺钉 4、卡爪 5、夹紧丝杆 6、拉杆 7、锁紧螺母 8、锥套法兰 9、夹具体
10、固定螺钉11、专用心轴 12、丝母 13、微调丝杆 14、削边定位销
一、可正确调整中心高的角铁的基本技术要求
1、夹具装在车床主轴上,装拆方便,定位准。夹具的锥套法兰是夹肯与车床主轴的联接部分,锥套法兰的外锥面与车床主轴的锥孔配合,使锥套法兰的中心线与车床主轴的中心线重合,同时,锥面配合可传递很大的扭矩,在一定的切削力作用下,夹具与主轴不会产生圆周滑动。满足了夹具在机床上有正确位置的要求。
2、工件在夹具上装夹,定位准,装拆方便。轴承座装在角铁平面上,角铁平面与锥套法兰的轴心平行,夹紧装置卡爪沿着夹具在径向移动,且夹紧力的方向垂直于定位面——角铁平面,使得工件在夹具中有了正确的定位。
3、可精确调整中心高的角铁,适用于不同中心高的轴承座及其它带有底座的偏心工件加工,只要调整角铁平面与车床主轴轴线间的距离满足中心高尺寸精度要求,更换定销,即可进行加工,故生产过程中,适用范围广,有很好的经济效益。
根据上述的基本技术要求,制造一个可精确度调整中心高的角铁夹具,已基本上可以满足加工轴承座的工艺及精度要求。
二、可精确调整中心高的角铁夹具的制作
1、夹具材料的选择
1)锥套法兰承受一定的扭距,夹具体在精确调整中心高时,起导向定位作用,要求耐磨性要好,所以选用球墨铸铁这种材料,其抗拉强度、塑性、韧性与相应组织铸钢差不多,而且切削性能好,且具有很好的减振性。
2)定位销直D=10mm,材料选用碳素工钢T8经热处理至55~60HRC。
3)卡爪与角铁材料选用球墨铸铁,调整角铁及夹紧卡爪的丝杆材料用45钢,丝母用可锻铸KT30~6紧固螺钉用45钢。
2、夹紧卡爪丝杆直径的确定
1)加工铸铁时主切削力的近似计算
Fz≈1000ap.f
≈1000Х15Х0.20
≈3000(N)
Fz—主切削力,N;
ap切削深度,mm;
f—进给量,mm/r
因为轴承座的轴承孔径为Ф40mm,加工工步:(1)先用Ф30的钻头钻孔,(2)车到图纸要求的尺寸;则取切削深度为最大值15mm;进给量选用f=0.20mm/r。
2)为了使在切削力Fz的作用下,工件可靠地固定在夹具中,夹紧丝杆须受拉力Q

查手册知M22螺纹的小径d1=19.29mm ,符合强度要求,所以取M22螺栓合用。
微调丝杆起微调作用后,用螺钉紧固在法兰上,相比夹紧用丝杆受力较小,所以它的直径取M18。
3、夹具的制作工艺
如图1-3,锥套法兰经用砂型铸造方法铸造出毛坯,然后在C6140普车上先粗加工,再进行精加工,先精加工莫氏6号外锥后,再车好法兰平面和定位圆K保证了锥套法兰的轴心线与车床主轴的轴心重合,达到同轴度要求,首先保证了夹具在机床上的正确位置。

夹具体是一个长方体形的球墨铸铁,如图1-4,它的加工过程,先在创床上粗创六个平面,后在磨床上精磨出E与H两个平面,使这两个平面的平行度达到精度要求,再将夹具装夹在车床上加工出定位面G以及定位圆,使G面与定位圆轴心线的垂直达到精度要求,夹具体装

在锥套法兰上,夹具体的定位圆与锥套法兰的定位圆K配合,G面又紧压在锥套法兰面上,然后用八颗螺钉紧固。
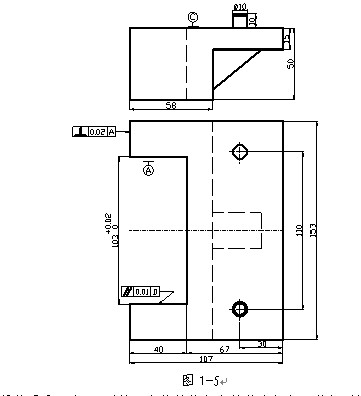
角铁如图1-5,角铁平面做为装夹工件的定位面,另外一个M面与锥套法兰面接触,角铁的矩形槽与夹具体配合,在角铁的定位面上,装有一个圆柱定位销和一个削边定位销,组成一个两孔一面的组合定位,平面限制三个自由度,圆柱定位销限制两个自由度,削边销限制一个自由度,符合六点定位规则,使工件在夹具中的位置完全确定。
夹紧装置是一个V形铁,它的结构与角铁基本相似,其矩形槽与夹具体配合,通过固定螺钉装配在锥套法兰上,V形铁后面固定一丝母,丝母与夹紧丝杆配合,当工件定位后,旋转丝杆后丝母就带动V形铁移动压紧工件,而且压紧力垂直于角铁平面。
通过上述的制作工艺过程,工件在夹具中有了正确的定位,而且夹具在车床上也有了正确的位置,使工件的加工精度得到保证。
三、利用可精确调整中心高的角铁装夹轴承座的操作方法
1、夹具的调整
通过锥套法兰的外锥莫氏6号与车床主轴内孔的莫氏6号配合,把可精确调整中心高的角铁平具装在车床上,利用拉杆固定好夹具。在夹具的锥套法兰的锥孔中装入一根预先制好的专用心轴,再用量块测量心轴和角铁平面的之间距离,测量值h可按下式计算:
h=H-D/2
式中
h=量块尺寸(mm)
H¬—工件孔的中心高(mm)
D—专用心轴直径的实际尺寸(mm)
这时将角铁的固定螺钉锁紧,则角铁平面做为装夹工件的定位面已调试完毕,后将专用心轴取出。
2、轴承座的装夹
轴承座的加工轴承孔位前,已将底面和固定用的孔加工好了。底面作为加工轴承孔的定位面装在角铁的平面上,利用卡爪的V型铁压在轴承座上面,使其固定在夹具上,不需任何校正,就可进行切削加工。
设计制造出的可精确调整中心高的角铁夹具,不仅保证了加工精度,而且改善了操作条件,减少了装夹校正时间,提高了劳动生产率,其经济效益见下表:

可精确调整中心高的角铁夹具,不仅仅适用加工轴承座,由于角铁平面相对于车床主轴轴线的距离可以精确微调来实现,所以还可适用于不同中心高的轴承座,或者是带有底座,需要加工底座上的回转面等异形零件。
结论:
通过对可精确调整中心高的角铁夹具的设计制造及应用,不仅保证了轴承座加工精度,而且能把以前错误生产损失的时间抢了回来,没有耽误碎石机装配时间,同时也为湛江高技争了光,迎得产品单位的好评。
参考文献及资料
1、《机床夹具设计手册》王光计、王春福主编;上海科学技术出版社;
2、《机床夹具设计》薛原顺主编;机械工业出版社;
3、《车工工艺》劳动部培训组织编写;中国劳动出版社1990年
4、《现代夹具设计手册》机械工业出版社; 2010年
5、《机械设计手册》机械设计手册编委会机械工业出版社;2004年
下一篇:水泥搅拌桩强度质量检测探讨




